conception de moules d'injection d'appareils pour les pièces de couvercle de machine à laver en plastique
conception de moule d'injection d'appareil pour couvercle de machine Ă laver
ă abstraită selon les caractĂŠristiques structurelles de la pièce en plastique,, la mĂŠthode de sĂŠparation et la conception optimale de la pièce en plastique sont discutĂŠes. la conception et la disposition raisonnables peuvent efficacement ĂŠviter l'interfĂŠrence entre les inserts de la structure de toit Ă plusieurs pentes, et l'ĂŠjecteur goupilles. il introduit ĂŠgalement le dĂŠmontage des inserts, la conception du mĂŠcanisme d'ĂŠjection, la disposition du circuit d'eau de refroidissement et le processus de travail du moule.
1 analyse structurale des pièces plastiques
la figure 1 montre la partie en plastique du couvercle supÊrieur de la machine à laver. la taille de la partie en plastique est de 397.637à 475.789à 42.174mm. le matÊriau est l'ABS, et le taux de retrait est de 0.3%~0.7%. la cavitÊ centrale du modèle dynamique et fixe adopte le type d'incrustation[ 3] et le matÊriau des pièces de formage adopte 2738 acier. les pièces en plastique sont des pièces d'apparence, et la surface extÊrieure doit être dÊpolie. il y a de nombreuses boucles internes dans la pièce en plastique. il y a 31 inclinÊes les toits dans tout le moule, et les os locaux sont profonds. compte tenu du problème d'Êchappement, il est nÊcessaire de retirer les inserts. en plus, les tiges d'Êjection, les vis, et les cours d'eau rendent l'intÊrieur du moule complexe . , comment faire une disposition raisonnable est une question clÊ à prendre en compte dans la conception .

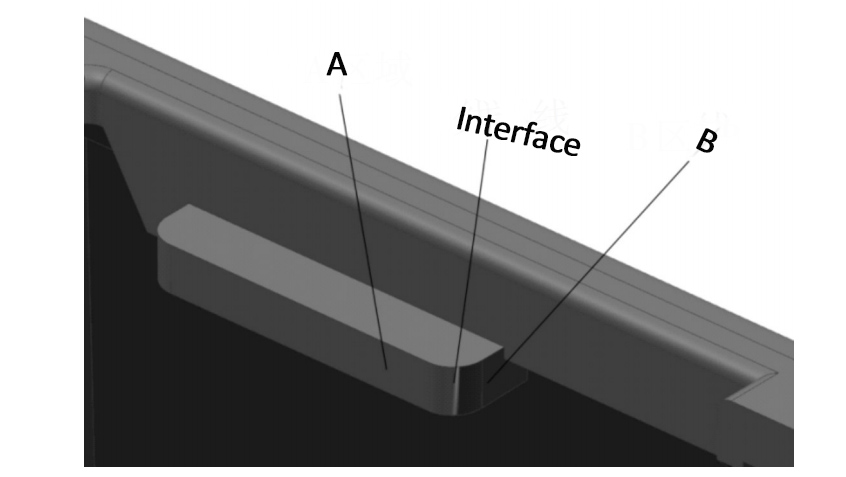
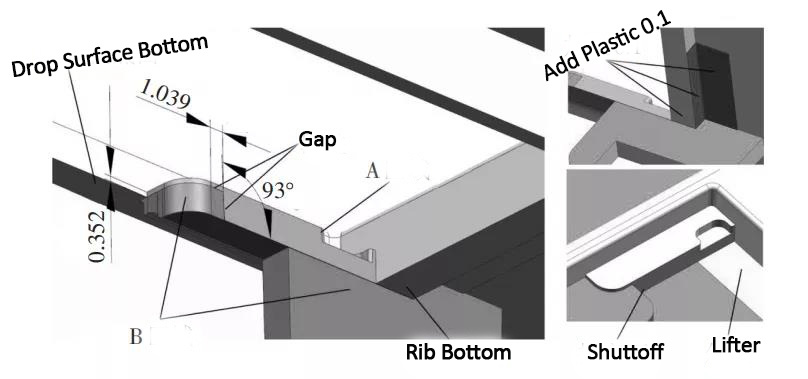
après avoir terminÊ la matÊrialisation du patch, le dessin, et l'ajustement du rÊtrÊcissement en sÊquence, l'analyse de la pente est effectuÊe. selon la position indiquÊe sur la figure 2, la surface de la zone A a un angle de dÊpouille positif, et la surface de la zone B a un angle de dÊpouille nÊgatif. il y a une ligne de dÊmarcation entre les deux, et il y a une diffÊrence de hauteur entre la zone B et le plan du bas à droite. pour mieux les relier , vous devez couper la surface de la zone B pour le traitement par Êtapes .
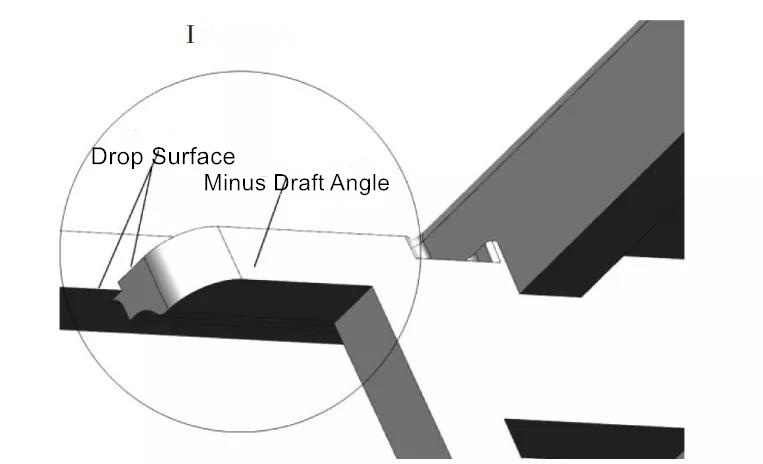
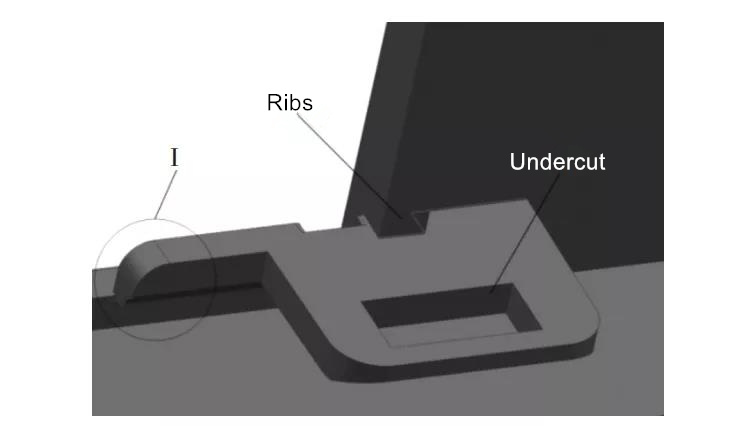
dans la figure 3, la position de la boucle doit retirer le toit inclinÊ, mais il y a une position osseuse sur le dessus. lorsque la partie en plastique est poussÊe vers l'extÊrieur, sous l'action de la force de rÊtrÊcissement et de serrage, il peut y avoir un pelletage de colle. donc, cet endroit est en contact avec le toit inclinÊ. la surface doit être encollÊe. sur la figure 4, il y a aussi des marches hautes et basses sur le côtÊ gauche. que la surface de sÊparation soit conçue au-dessus ou en dessous, la surface de coupe doit être traitÊe pour les diffÊrences de pas. en même temps, meilleure connexion avec la surface de sÊparation osseuse du côtÊ droit doit être pris en compte.
Conception en 2 parties de pièces en plastique
(1) traitement de la surface de sĂŠparation avec une diffĂŠrence de chute et de segmentation au coin.
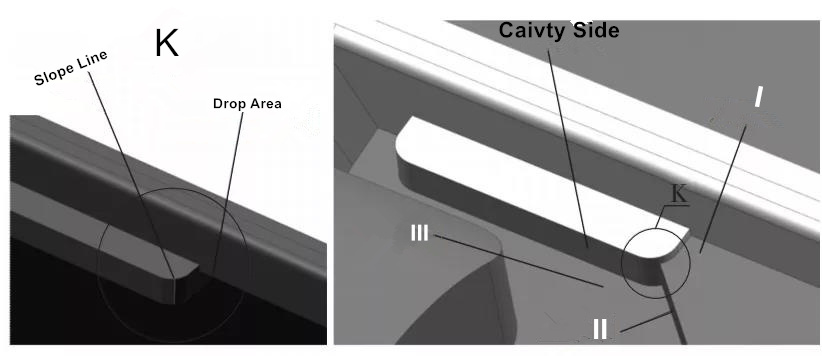
en observant l'agrandissement en K sur la figure 5,, nous pouvons voir que si la "surface de marche infÊrieure" à droite est agrandie pour crÊer le corps de feuille de surface de sÊparation I, l'ÊlÊvation latÊrale de la zone droite sera coupÊ comme indiquÊ sur la figure de droite ; puis extraite après la courbe avec une pente Êgale dans la direction +Z, elle est ÊtirÊe le long de la direction à 45° pour former la surface de perçage du corps de feuille II ; puis le corps de feuille III est formÊ en Êlargissant la surface. le corps de feuille I divise la surface d'origine en deux surfaces de moulage, un moule mobile et un moule fixe, avec des angles de dÊpouille opposÊs, formant une marche diffÊrence.
(2) s'il y a une goutte, faire un traitement de surface de sĂŠparation oĂš la surface de frottement forme une diffĂŠrence de marche au niveau du plan.
comme le montre la figure 6 , la surface infÊrieure de la position de l'os droit est directement plate avec le côtÊ gauche à travers la surface agrandie . la boucle ici est le haut du haut inclinÊ . ajouter de manière appropriÊe 0 . 1 mm de colle pour Êviter le phÊnomène de pelletage de colle lors de l'Êjection. . la chute de la marche gauche est de 0.352mm, qui s'Êtend directement de la surface infÊrieure à travers la surface agrandie. la position de la la marche est conçue sur le côtÊ droit de l'angle de l'arc, et elle est inclinÊe de 3° pour former une surface de frottement. lorsque la surface verticale est coupÊe, une zone A et une zone B sont formÊes. la zone Une face est dÊfinie comme l'angle de dÊpouille positif de la face avant du moule, et les faces de la zone B des deux côtÊs sont dÊfinies comme l'angle de dÊpouille nÊgatif de la face arrière du moule., puis une diffÊrence de pas est formÊe entre les deux zones .
Conception de cavitĂŠ Ă 3 noyaux
comme le montre la figure 7, la taille de la pièce en plastique après ajustement du taux de retrait est de 399.625Ă478.168Ă42.385mm. en tenant compte de la grande taille de la pièce en plastique lui-mĂŞme, le toit inclinĂŠ et l'ĂŠjecteur occupent une partie de la position. la taille de la surface de colle, la disposition du circuit d'eau de refroidissement et l'espace pour le vissage. donc, la longueur et les dimensions en largeur de la cavitĂŠ du noyau après sĂŠparation sont agrandies de 50 mm sur la base de la pièce en plastique.
4 conception de structure de toit inclinĂŠe
en observant la conception de la structure supÊrieure 8a,, nous pouvons voir que la boucle est ici une surface inclinÊe. si le dessus inclinÊ est conçu le long de la surface inclinÊe,, il formera une surface de frottement qui n'est pas facile à traiter et à mouler . par consÊquent, la surface de marche du plateau inclinÊ est enveloppÊe et transformÊe en une surface plane. se rencontrent à travers la face. sur la figure 8b, il y a une rainure sur le côtÊ droit de l'os . si le dessus inclinÊ est enveloppÊ et poussÊ, il ne peut pas être dÊplacÊ. si le côtÊ du dessus inclinÊ est directement attachÊ au côtÊ de l'os, le côtÊ du dessus inclinÊ deviendra un biseau. l'extrÊmitÊ supÊrieure du dessus inclinÊ a une petite taille et un grand fond il ne peut pas être ÊjectÊ. pour cette raison, un traitement de colle doit être effectuÊ à cet endroit pour s'assurer que les deux côtÊs du toit inclinÊ sont plats. en même temps, il faut faire attention à la largeur de tous les toits inclinÊs pour prendre des entiers. dans la figure 8c, le toit inclinÊ wr environ la moitiÊ des os environnants. le but est que les os soient plus profonds, ce qui n'est pas pratique pour le traitement et n'est pas propice à l'Êpuisement. la surface supÊrieure du toit inclinÊ de la figure 8d a une surface ÊtagÊe , il est facile de pelleter de la colle lors de l'Êjection, et l'ajout de colle Êvite efficacement ce problème. pour tous les toits inclinÊs, l'angle du toit inclinÊ est conçu pour être plus grand dans le but d'assurer un espace d'Êjection suffisant , afin que la distance d'Êjection puisse être raccourcie.
Conception divisĂŠe Ă 5 inserts
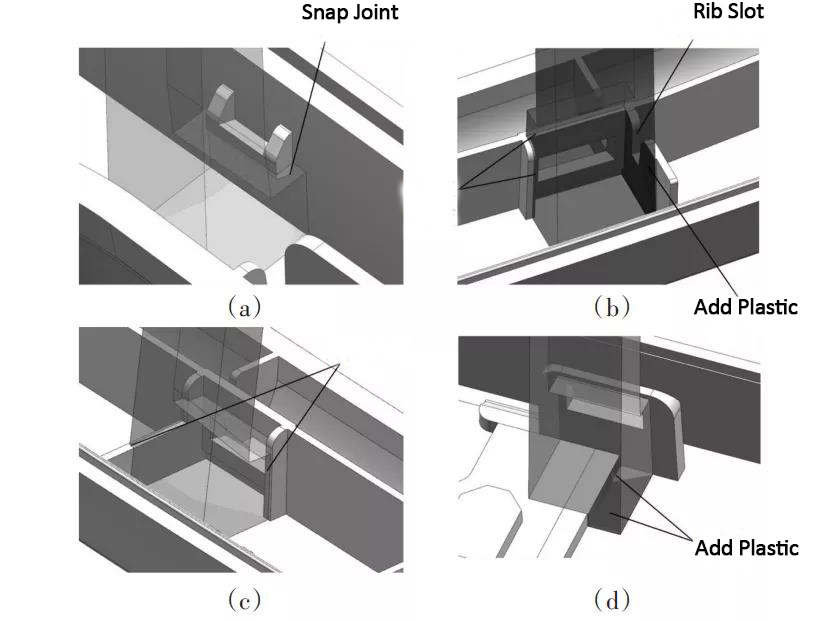
analyser les caractÊristiques structurelles des pièces en plastique, et diviser les inserts spÊciaux à l'exception des inserts à des positions telles qu'une rÊsistance insuffisante et des parties vulnÊrables. comme indiquÊ sur la figure 9a, la profondeur de la position osseuse à cette position est 17.761mm, ce qui est relativement profond, difficile à traiter, et le problème d'Êchappement ne peut pas être rÊsolu. l'insert encapsulera la position de l'os de manière symÊtrique, et l'Êpaisseur de l'insert est assurÊe basÊ sur la position d'encapsulation. entier. sur la figure 9b, cette position est le bord de la position osseuse. le plastique fondu est Êgalement facile à piÊger et à remplir ou à brÝler pendant le processus de remplissage, donc l'insert est Êgalement recouvert de colle. sur la fig. 9c, il y a des positions osseuses dans 3 directions autour de l'insert, qui doivent toutes être encapsulÊes. dans la conception, il suffit d'arrondir au maximum la taille de l'insert.
6 conception de la structure de l'ĂŠjecteur
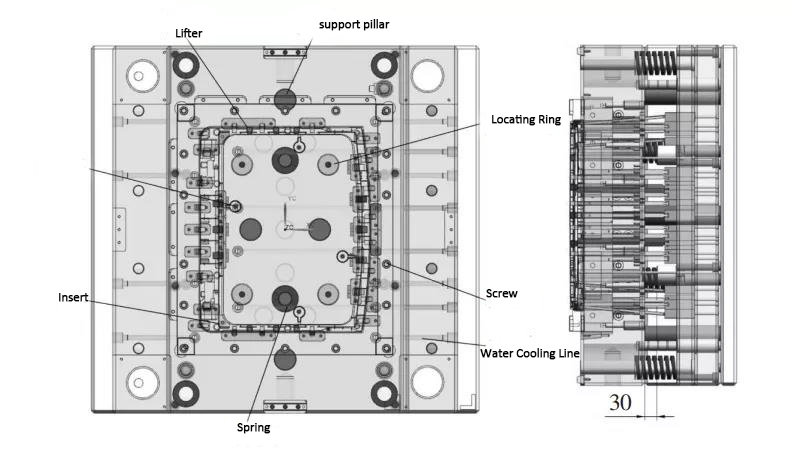
Êtant donnÊ qu'il y a 31 sommets inclinÊs dans le système d'Êjection du moule, et qu'il existe de nombreuses autres pièces connexes,, une sÊquence de conception raisonnable peut rÊduire les problèmes d'ajustements ultÊrieurs., comme illustrÊ à la figure 10, après la pièce en plastique est divisÊ, le sommet inclinÊ est divisÊ en premier. après que la base du moule est appelÊe, le siège coulissant doit être conçu dans le temps, et le mouvement entre les sommets inclinÊs ne doit pas entrer en conflit les uns avec les autres ; puis les inserts nÊcessaires sont sÊparÊs pour rÊsoudre les problèmes d'air piÊgÊ et de traitement,, puis observez s'il y a plus de broches d'Êjection pour aider à l'Êjection. compte tenu de la grande taille du moule, une distribution standard de 7 les perforations sont conçues pour une Êjection ÊquilibrÊe,, puis un poteau de limite symÊtrique est conçu pour contrôler la distance d'Êjection de 30 mm. il convient de noter que le poteau de limite doit être proche de la perforation et abaisser le panneau d'Êjection et la plaque infÊrieure. la disposition des têtes de support peut être disposÊe du centre de symÊtrie aux deux côtÊs. la distance entre la voie navigable et les autres parties est contrôlÊe pour être supÊrieure à 4 mm et uniformÊment rÊpartie. enfin, la fixation les vis de la cavitÊ et du noyau sont placÊes dans l'espace restant. il suffit de le rÊpartir uniformÊment.
7 conception du système de refroidissement
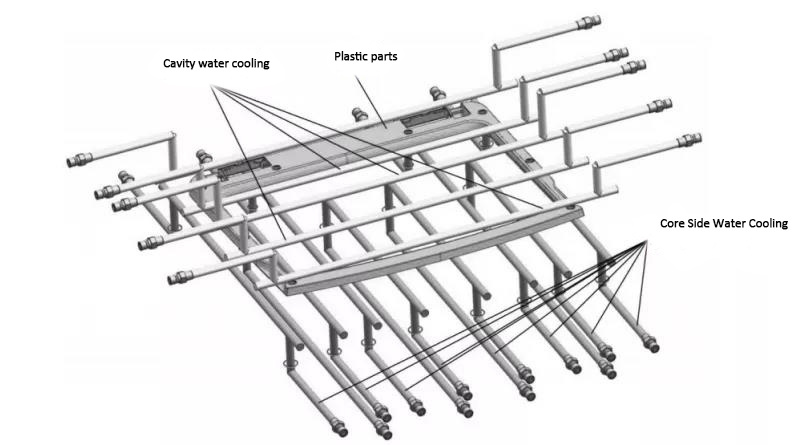
la figure 11 montre la disposition du circuit d'eau de refroidissement. la partie mobile du moule est affectÊe par les parties pertinentes du système d'Êjection, et la plupart des voies d'eau sont conçues dans la direction X pour être la plus raisonnable. en raison au grand bloc d'extrusion placÊ dans le moule, les buses d'eau des deux canaux d'eau au milieu de la partie mobile du moule sont conçues dans la même direction. la partie fixe du moule est affectÊe par le canal chaud, bloc extrudÊ, et inserts de moule fixes en raison de la voie d'eau, et la voie d'eau ne peut pas être raisonnablement disposÊe dans la direction X. donc, la voie d'eau ne peut être conçue que le long de la direction Y, ce qui apporte certaines les ennuis à l'installation du moule. peuvent mieux jouer un rôle de refroidissement.
8 processus de travail de moule
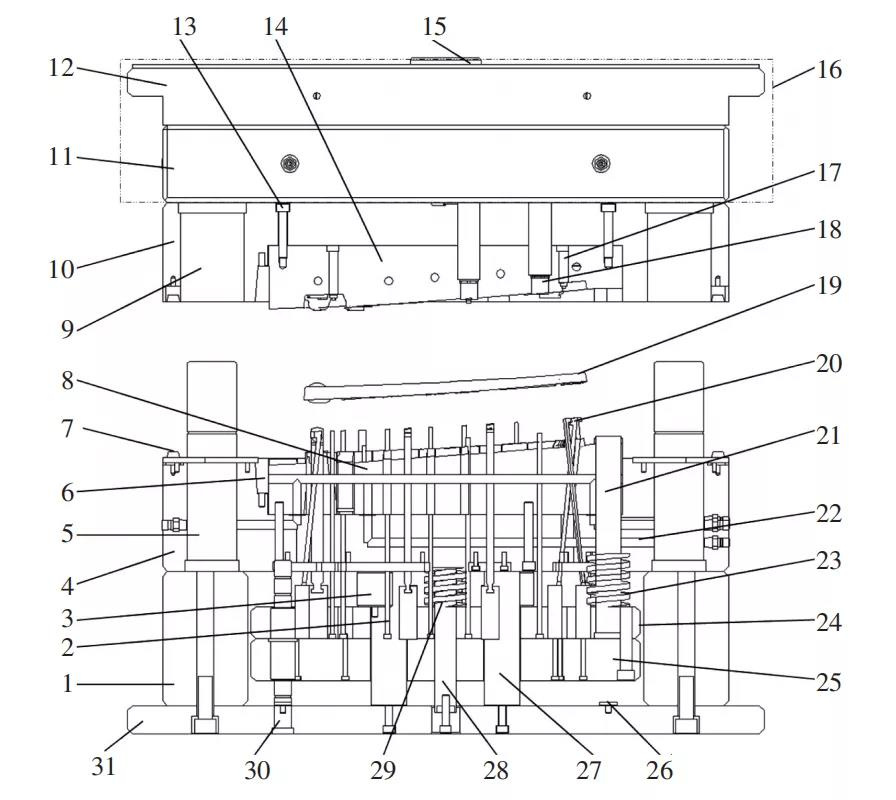
(1) la structure du moule est illustrÊe à la figure 12. lorsque le moule est ouvert, le moule commence à se sÊparer de la surface de sÊparation entre les plaques de moule mobiles et fixes, et la pièce en plastique 19 est collÊe au surface du noyau mobile du moule sous l'action de la force de rÊtraction et d'emballage. le moule est ouvert avec la partie mobile du moule.
(2) lorsque le moule mobile se dÊplace à une certaine distance , les 7 tiges d'Êjecteur sur la machine de moulage par injection sont poussÊes sur le tampon d'Êjecteur 25 , poussant le tampon d'Êjecteur 25 et le dessus inclinÊ 20 , Êjecteur 2 [ 3] et la tige de rÊinitialisation 21. lorsque les composants sont poussÊs vers l'extÊrieur, les ressorts 23 et 29 sont Êgalement comprimÊs de 30 mm,, puis la pièce en plastique 19 tombe du moule mobile.
(3) lors de la refermeture du moule,, le système d'Êjection se rÊinitialise d'abord sous l'action de la force du ressort. lorsque les coffrages mobile et fixe sont fixÊs, et la tige de rÊarmement 21 est poussÊe contre le coffrage fixe, la plaque d'appui de l'Êjecteur 25 est fermement fixÊe au clou de la poubelle. assure la prÊcision de la rÊinitialisation du système d'Êjecteur.
(4) enfin, le système de moulage par injection effectuera un nouveau cycle d'injection, de maintien de la pression, de refroidissement, et d'ouverture du moule.
9 remarques finales
discute de plusieurs caractÊristiques typiques des pièces en plastique en termes de classification, et dÊcrit en dÊtail la mÊthode de conception de la diffÊrence d'Êtape. il existe un grand nombre de structures de toit inclinÊes dans le moule, et les dÊtails pertinents de la division de l'inclinaison le toit et les inserts sont introduits, et la sÊquence de conception et les dÊtails de la disposition des pièces du moule mobile sont analysÊs en dÊtail. une partie de la structure et des caractÊristiques du moule ont une bonne signification de rÊfÊrence.
CatĂŠgories
dernier blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Changâan Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
Š droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont rÊservÊs

IPv6 rĂŠseau pris en charge
 français
français













