conception d'un moule à injection pour tableau de bord
ce que montre l'image ci-dessous est t il instrumente la fenêtre produit de panneau , t la dimension extérieure maximale du produit est de 317.93 mm x 167.80 mm x 118.80 mm, l'épaisseur moyenne de la pièce est de 1.50 mm, le matériau est PP TD20, le taux de retrait est de 1.012, etit est de 161.18 grammes. les exigences techniques pour les pièces en plastique sont qu'il ne doit y avoir aucun défaut, tel qu'un flash, un coup court, des lignes d'écoulement, une marque de gaz, une déformation par gauchissement , rayures argentées, irrégularités, etc..
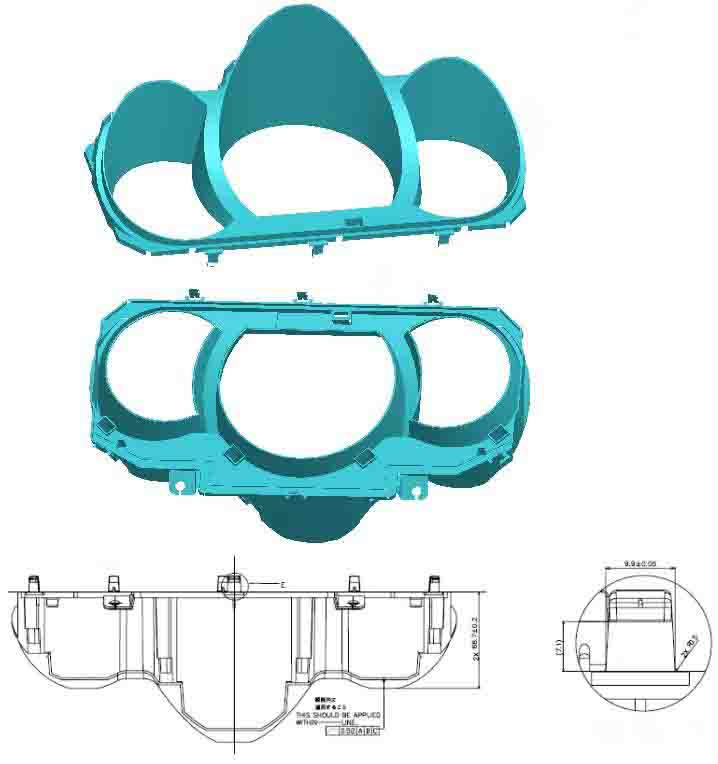
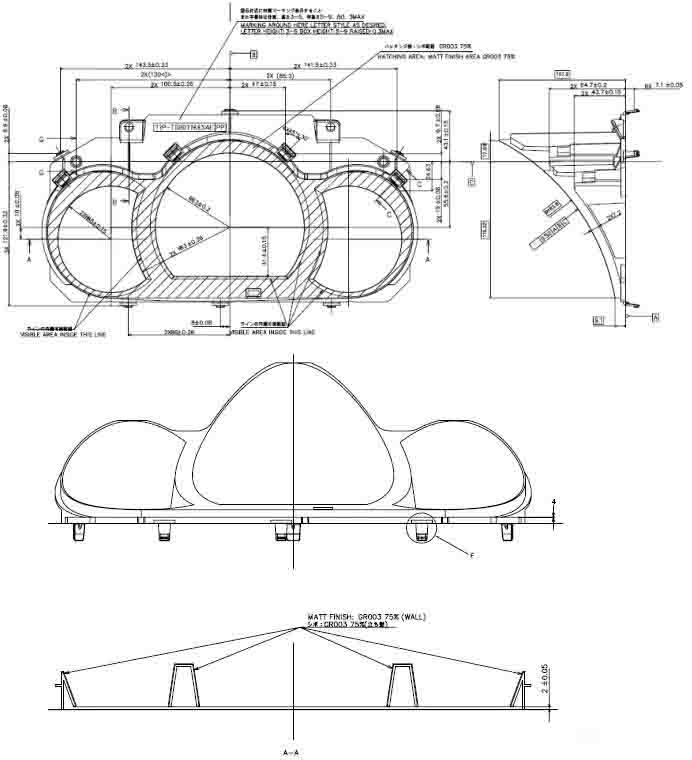
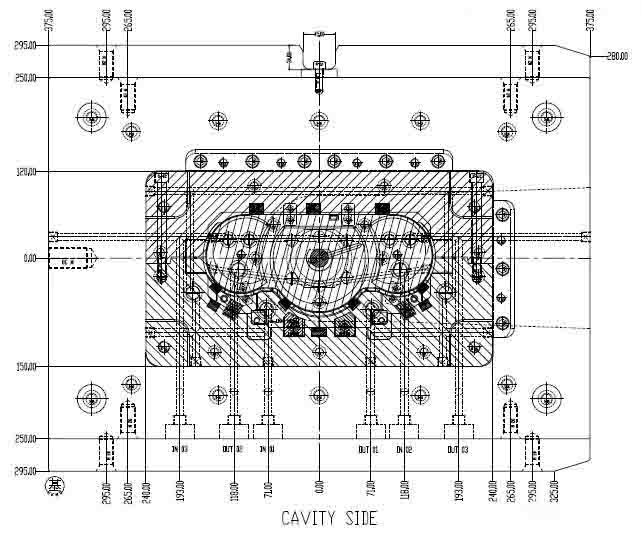
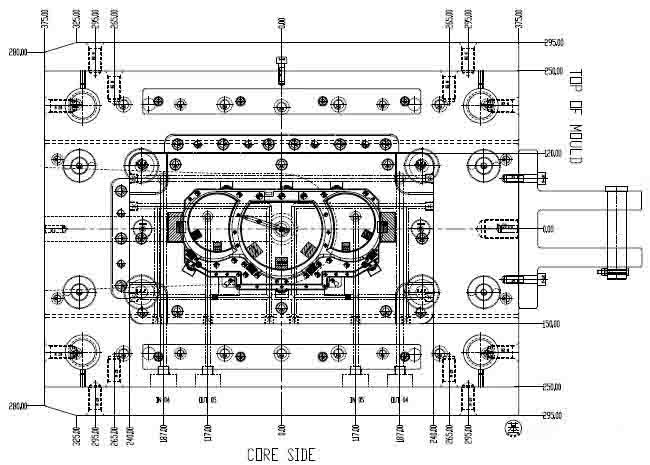
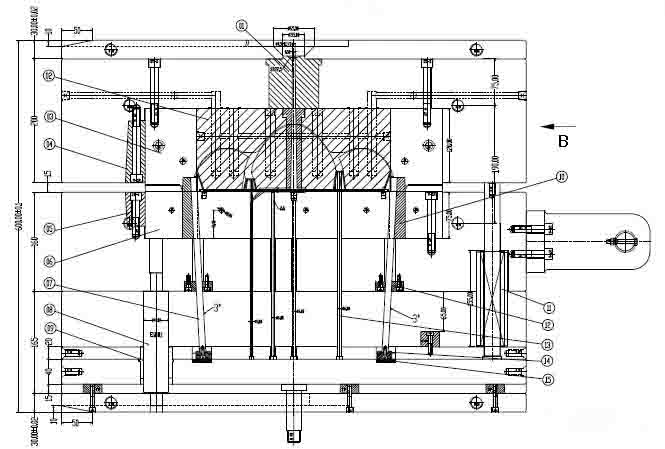
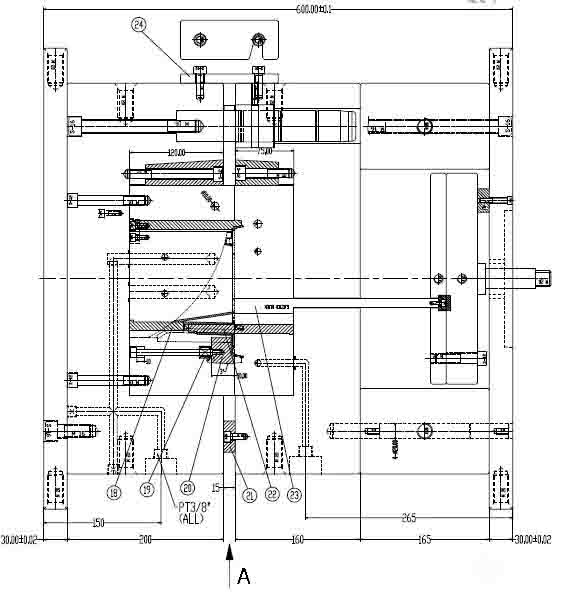
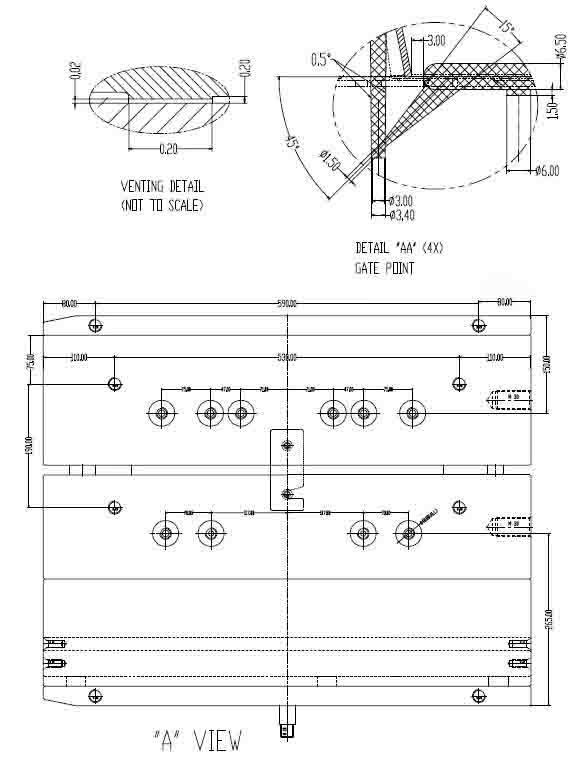
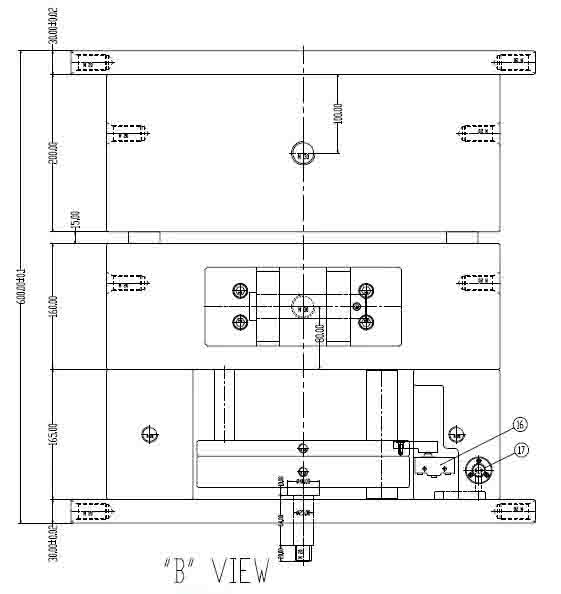
L'instrument la fenêtre panneau est le support intérieur du tableau de bord à l'avant de la cabine de une sorte de voiture au japon. selon l'usager exigences de la pièces, il est en PP TD20 , t son matériau consiste à ajouter du carbonate de calcium (poudre de talc) au PP pour améliorer les propriétés physiques des plastiques en ajoutant des charges. les utilisations courantes de l'ajout de carbonate de calcium aux matériaux PP sont la fabrication ing de tiroirs de réfrigérateur et de pare-chocs de voiture. nous pouvons savoir de l'image ci-dessous , la structure de la pièce est complexe. les pièces ont de grands hauts et bas, et il y a beaucoup de petites rayures sur les bords. les principales difficultés dans la conception du moule de telles pièces en plastique résident dans la conception de la porte , remplissage des pièces en plastique, comment garantir les tolérances dimensionnelles et comment éviter la déformation par éjection. d'autre part, la structure du moule des pièces en plastique est simple, et il n'y a pas de structures complexes telles que des curseurs . la conception de deux élévateur s est destiné à l'éjection, afin d'éviter le serrage des pièces en plastique lors de l'éjection. la taille des pièces en plastique est grande, et le moule est 1*1 cavité . le fond de moule est un fond de moule non standard CI 5075 conçu , je n afin de s'adapter aux manière de serrage de presses à injecter japonaises.O ne côté de la base du moule est chanfreiné, et aucun localiser L'anneau est conçu . l'espacement entre les surfaces de séparation de la plaque AB est conçu pour être de 15 , et deux blocs d'équilibrage 21 sont conçus sur le cœur côté de la surface de séparation pour équilibrer la force de la mouler . dans le cœur du moule, situé des goupilles sont conçues entre chaque plaque de la base du moule pour augmenter la rigidité du moule . la conception du système de porte adopte le sous conception de porte . t La douille est 0.2~0.25 plus grande que le côté du manchon de porte, afin d'éviter les contre-dépouilles et d'affecter le retrait du coureur . après que le plastique fondu entre dans la surface de séparation depuis le principal coureuroh la petite buse 01, elle se faufile dans la cavité depuis le centre de la grande fenêtre ronde du milieu à travers la porte latente.
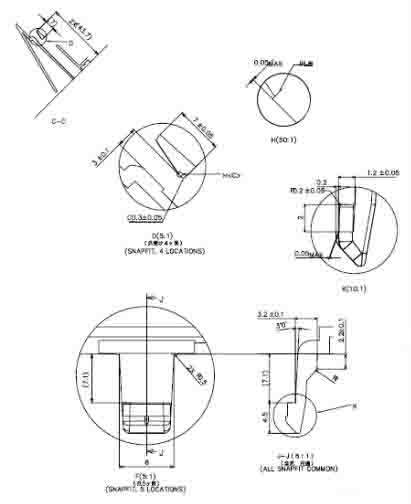
la taille de la pièce en plastique est grande , donc la taille de cavité et le noyau est proportionnellement grand . donc , le cadre inférieur du noyau de moule est localiser ed et compressé par un coin bloquer. le cavité et noyau sont verrouillés part verrouillage apered aux quatre coins. pour le cavité , selon les caractéristiques structurelles des pièces en plastique, le cavité est divisé en deux parties, et lase deux parties sont verrouillées l'une avec l'autre par surface angulaire et vis. le emplacement d'arrêt sur le bord de la pièce en plastique est tout fait d'inserts. la hauteur de la pièce en plastique est grande, la force de serrage sur le cœur est grand, et la force est inégal . un élévateur est conçu aux deux extrémités de la pièce en plastique (le côté du moule), et la position de la colle à ces deux endroits est profonde , le tout dans le cœur , un mécanisme d'éjection doit être conçu. si un bloc d'éjection est conçu, les pièces en plastique seront serrées, de sorte que le élévateur est conçu. les trois bords surélevés semi-circulaires ont la force d'éjection maximale, et un bloc d'éjection est conçu, et le broche d'éjecteur est conçu pour éjecter le reste partie . afin de rendre le mécanisme d'éjection lisse, un mécanisme de guidage doit être conçu pour la plaque d'éjection. guide pin 08 et la douille de guidage 09 utilisent des pièces standard MISUMI pour guider le mécanisme d'éjection. ce guide pin est directement incrusté au dos de la plaque B et de la plaque inférieure, et la précision est supérieure à celle du guide épingler directement fixé sur la plaque de fond, et il sert également de support pilier.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
© droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont réservés

IPv6 réseau pris en charge
 français
français













