conception d'un moule d'injection pour la base d'un robot de balayage intelligent
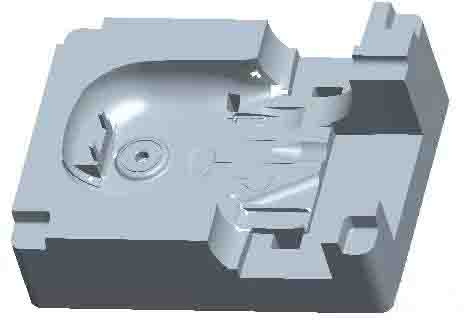
comme le montre l'image ci-dessous , c'est le produit du robot de balayage intelligent base . la taille maximale de ce produit est 403.13 millimètre x 292.00mm x170.3 0mm, l'épaisseur moyenne est de 2.3 0mm, le matériau est abdos , le taux de retrait est de 1. 0045 , et c'est 777.51 gramme. les exigences techniques pour les pièces en plastique sont qu'il ne doit y avoir aucun défaut, tel que flash, tir court, lignes d'écoulement, marque de gaz, déformation par gauchissement, stries argentées, irrégularités, etc. .
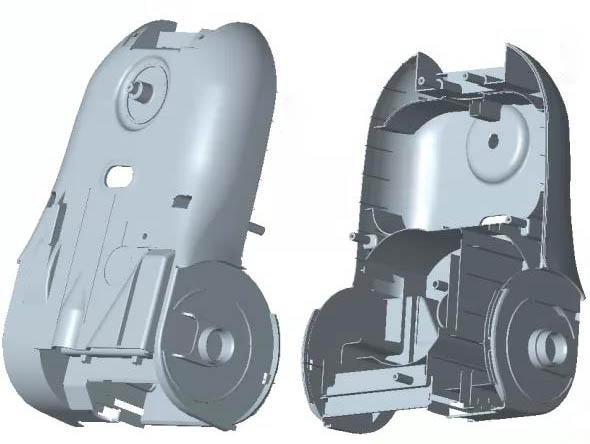
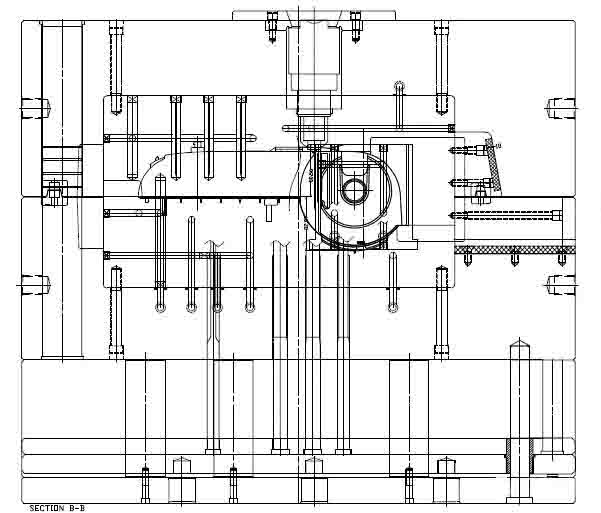
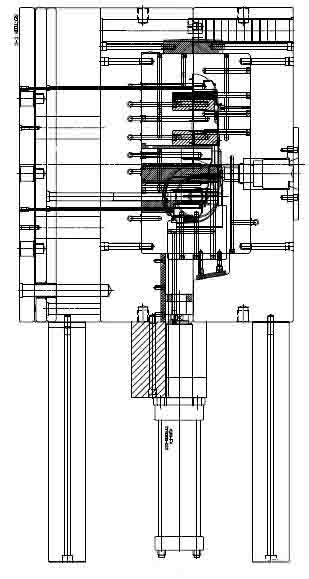
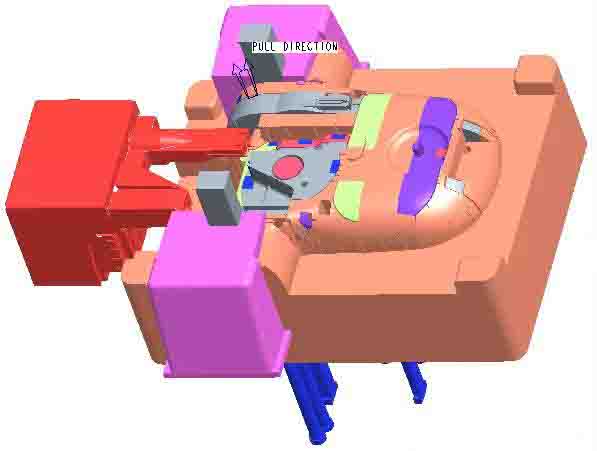
de l'image ci-dessous, nous pouvons savoir que la structure de la pièce plastique est complexe. là est un pilier creux sur le dessus pour le passage de l'air comprimé. la structure et la forme des galets des deux côtés de la pièce sont complexes, et le noyau du patin doit être conçu. la structure de la queue du la pièce est également très compliquée, nécessitant la conception d'un grand curseur et d'un tirage de noyau à longue distance. la surface supérieure intérieure de la pièce est conçue avec plusieurs profondeurs travers de porc , la partie la plus profonde atteint 98.59mm, et il y a aussi plusieurs pilier convexe s à grande hauteur. la difficulté de la conception du moule réside dans la conception des trois coulisseaux, les inserts mobiles du moule, et l'éjection en douceur des pièces.Th e moule est conçu comme 1 * 1 cavité , la base de moule est une base de moule non standard 7085, et le moule est grande. afin d'augmenter la précision de serrage du moule et de résister à la force vers l'intérieur de la cavité causée par la pression d'injection, cinq blocs d'espacement inclinéss sont conçus sur les quatre côtés du moule b ase. verrouillage conique est conçu sur le quatre coins du noyau du moule la verrouillage conique l'angle est de 5゜.
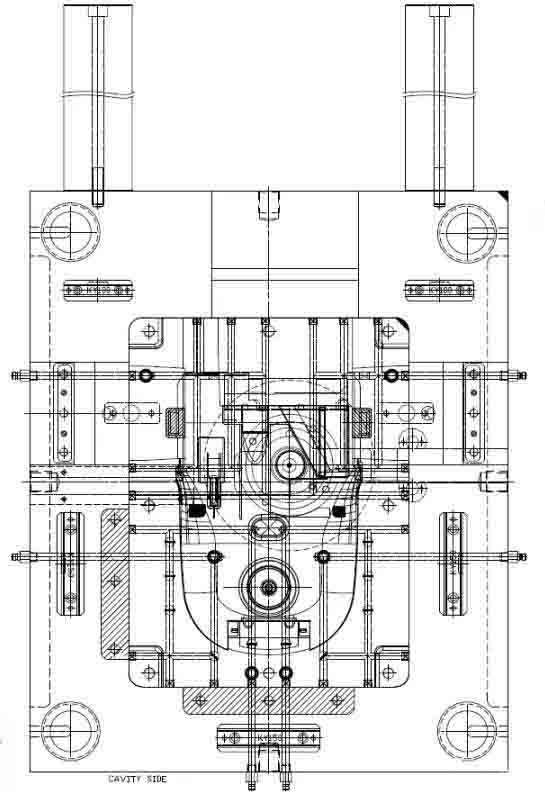
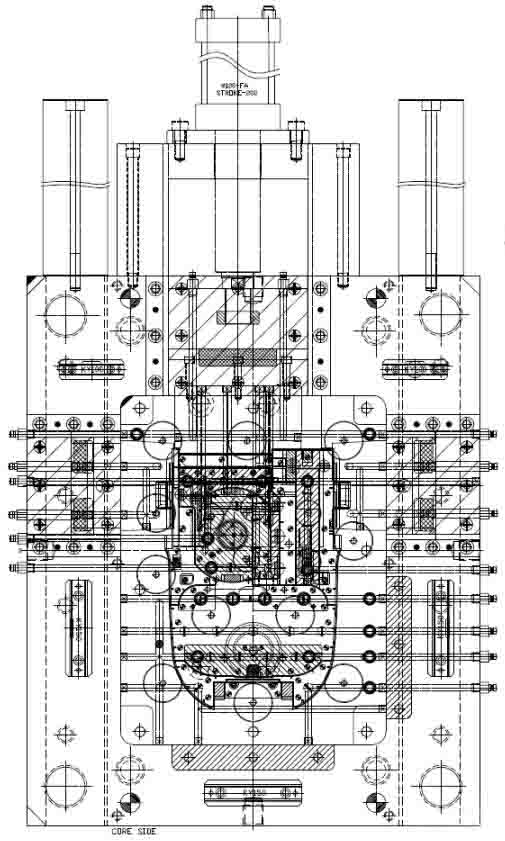
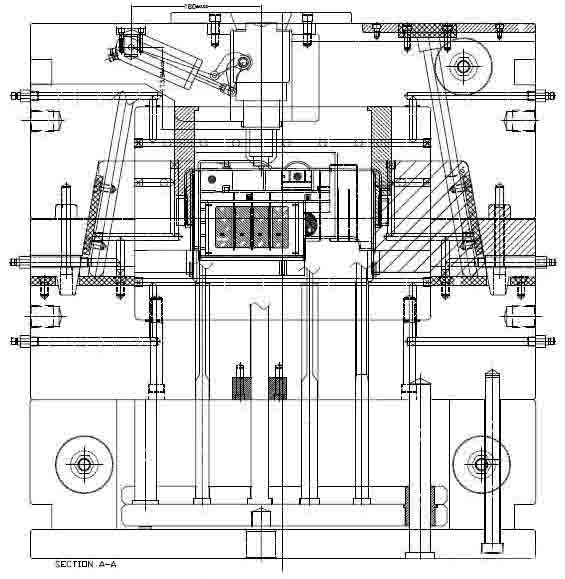
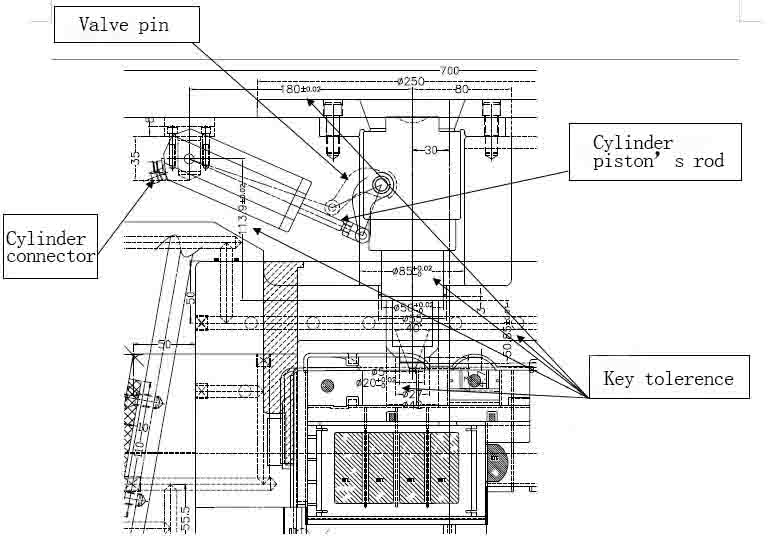
la porte du moule est sélectionnée dans la zone concave sur la surface supérieure de la pièce , et utilise une buse chaude de type valve . selon la force d'entraînement différente de la porte de valve , il y a quatre voies d'entraînement de valve- - type ressort, type cylindre, type hydraulique et type électronique. la broche à ressort a un coût inférieur, mais le système est difficile à contrôler, la trace de la porte est instable, donc il n'utilise pas beaucoup. le développement de la buse chaude à valve se reflète principalement dans la voie de conduite. après des décennies de développement, la voie d'entraînement actuelle de la buse chaude à valve a été considérablement développée par rapport au passé . à l'heure actuelle, il existe principalement un entraînement hydraulique, un entraînement pneumatique, un entraînement électromagnétique et un flottement intégral de la plaque de fixation de la broche. l'entraînement électromagnétique surmonte les défauts de fuite possible de l'entraînement hydraulique, et a été utilisé dans des endroits où l'environnement est requis, comme les ateliers sans poussière. l'entraînement pneumatique s'est développé de manière à ce qu'un cylindre pneumatique entraîne 4 broches. la conception du cylindre pneumatique standard simplifie le traitement du moule. le traitement de trou de cylindre de haute précision précédent est éliminé du gabarit, et le traitement du cylindre est complété par le fournisseur de canaux chauds. le flottement global de la plaque de fixation de broche peut entraîner toutes les broches, ce qui est avantageux pour réduire le nombre de cylindres et économiser de l'espace dans le moule. cet ensemble de moules utilise un cylindre à huile système de canaux chauds de soupape d'entraînement . nous pouvons savoir d'après l'image ci-dessous que les dimensions d'assemblage clés et la conception de tolérance des broches à entraînement hydraulique . généralement le cylindre est conçu sur la plaque de base du moule fixe , il doit prendre plus de place space. la précision de traitement du cylindre doit être élevée,, ce qui augmente le coût du moule. dans le processus d'assemblage du moule, afin d'assurer la coordination de haute précision (coaxialité) avec le plaque d'empreinte, plaque de guidage, et fixe plaque de siège de moule, la précision de traitement des pièces correspondantes du moule doit être améliorée. après le traitement du cylindre sur la plaque de siège de moule fixe, un circuit de refroidissement doit être traité. lors du traitement du chemin de gaz, veillez à ne pas interférer avec le circuit de refroidissement. le plus grand avantage de l'entraînement pneumatique est qu'il n'y a pas besoin de s'inquiéter des fuites d'air et ne causera pas de pollution environnementale. deux curseurs de noyau sont respectivement conçus à les positions d'installation des rouleaux sur les deux côtés de la pièce. les deux curseurs sont entraînés par des broches de guidage d'angle. la structure et la forme des pièces sont complexes, et la force de serrage sur le moule mobile est importante. par conséquent, l'éjecteur droit, la broche d'éjecteur et le manchon d'éjecteur sont conçus.
et comme the la pièce est grande et compliquée. couper la plaquette en position profonde est bon pour la profondeur nervure traitement et polissage, et il est également bon pour ventilation pendant le moulage par injection. toutes les cavités et les noyaux des curseurs, sont conçus avec des circuits de refroidissement pour faciliter la production normale du moulage par injection.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
© droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont réservés

IPv6 réseau pris en charge
 français
français













