conception d'un moule à injection pour tube d'antenne à impulsions
la dimension extérieure maximale du produit est de 249.37 mm x ø40.88 mm mm, l'épaisseur moyenne est de 2.20 mm, le matériau est du PC, le taux de retrait est de 1 .006, etit est de 41.13 grammes. les exigences techniques pour les pièces en plastique sont qu'il ne doit y avoir aucun défaut, tel que flash, coup court, lignes d'écoulement, marque de gaz, déformation par gauchissement , rayures argentées, irrégularités, etc..
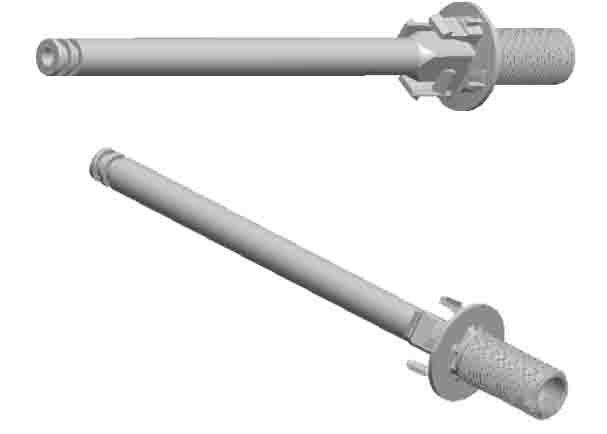
on peut voir la photo ci-dessus, t voici deux rainures étroites à une extrémité , un visser fil à la une autre fin, et voici un disque près de this fin, 4 crochets sur un côté du disque, qui sont uniformément répartis à 90 degrés. lese 4 crochets doivent être conçus pour tirer le noyau du curseur. pour t il deux rainures étroites annulaires, le but d'utiliser glissière est de faciliter l'ajustement de la taille, etan autre but est faire les pièces en plastique à éjecter pratiquely.
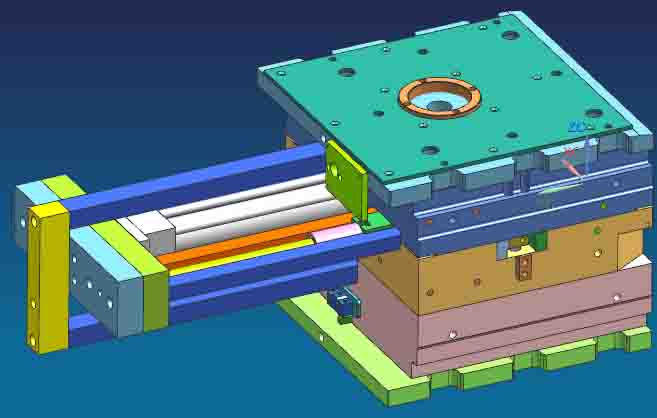
le moule a été conçu comme 1*2 cavités. en raison de la structure élancée de la pièce et de la grande distance d'extraction du noyau, le cylindre à huile est utilisé pour l'extraction du noyau. le moule est généralement conçu comme 2 cavités , et il peut également être conçu comme 4 cavités principalement. la base de moule est une base de moule 396x446 et imitant la série de tailles HASCO. La base de moule HASCO est caractérisée par la taille du gabarit avec 6 à la fin, et l'épaisseur du gabarit est également avec 6, comme 36, 46, etc. en conséquence, la structure de la broche de guidage et du manchon de guidage et la taille de la table suspendue sur le site d'installation sont autonomes.
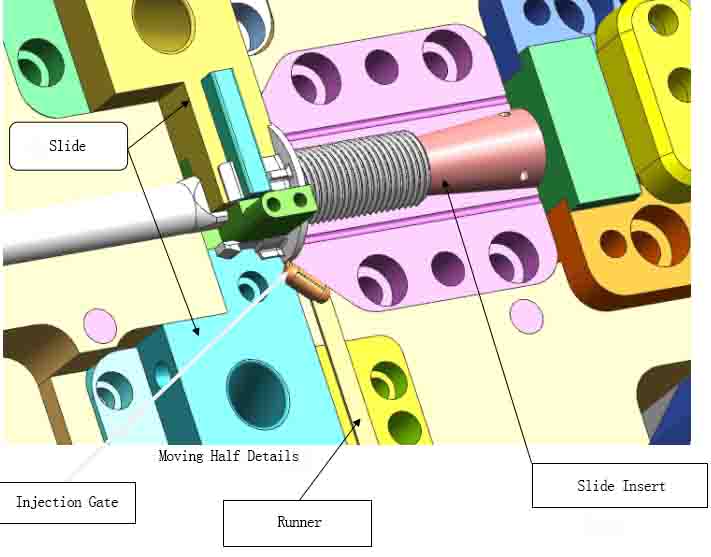
le trou intérieur de la pièce en plastique doit être conçu avec un curseur élancé. généralement, pour les moules de petite et moyenne taille, il est difficile d'utiliser la goupille de guidage angulaire pour tirer le noyau lors du tirage du noyau la distance dépasse 70 mm. si les goupilles de guidage angulaires sont trop fines, apparaîtront alors comme étant insuffisantes en termes de rigidité et de résistance, et dépasseront du moule,, ce qui présente certains dangers potentiels. à ce moment , il est nécessaire d'utiliser le cylindre à huile pour entraîner le coulisseau afin de résoudre le problème d'extraction du noyau. en particulier pour les moules exportés vers les pays européens et américains, le noyau mince (également appelé insert coulissant) doit être traité avec l'acier TDAC de hitachi metal, traité avec des tours CNC, assurer la production de moulage par injection. en plus de la conception du refroidissement à l'intérieur du noyau mince, plusieurs systèmes de refroidissement sont conçus dans le noyau et la cavité. A le panneau d'isolation thermique est conçu sur le panneau de moule , qui bloque efficacement l'échange de chaleur entre le moule et la machine de moulage par injection, qui est propice à une production de moulage par injection normale.
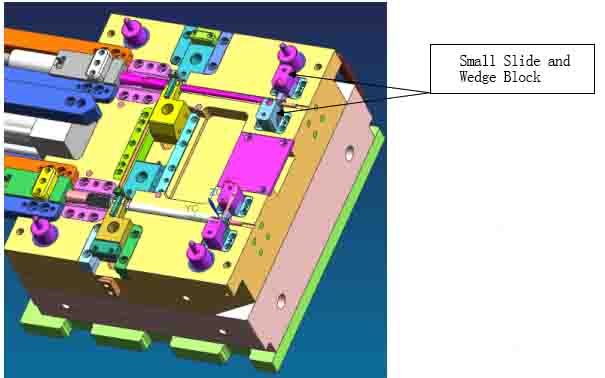
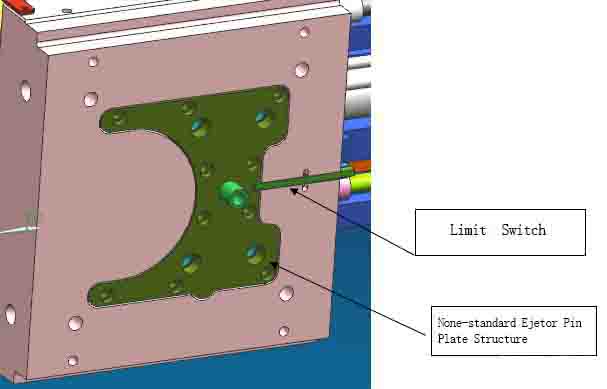
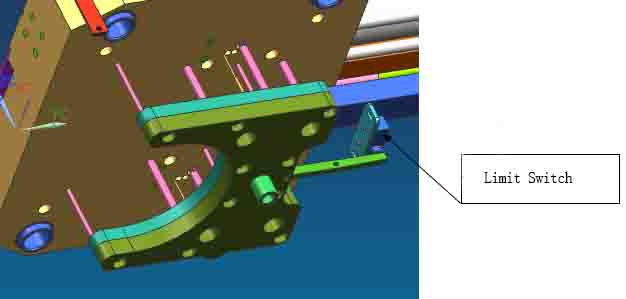
généralement, la plaque d'éjection du moule est rectangulaire, ce qui est pratique pour la production de masse. dans les pays européens et américains, en poursuivant une durée de vie plus longue du moule, la conception rigide du moule sera renforcée afin d'éviter que le moule ne se déforme longtemps. sous la pression d'injection, la plaque B est la plus sollicitée. afin d'augmenter la rigidité de la plaque B, il faut souvent augmenter son épaisseur. un autre point clé est d'augmenter la surface d'appui de la plaque d'espacement au bas de la plaque B, concevoir ensemble la plaque d'espacement et la plaque de fond du moule mobile, et concevoir une tige de poussée boîte entourée d'un ensemble. c'est ainsi que la base du moule DME augmente la rigidité. l'éjecteur de la pièce est éjecté par l'éjecteur, et l'éjecteur se trouve au bas de l'insert coulissant. par conséquent, il est nécessaire de concevoir le mécanisme de réarmement et l'interrupteur de fin de course.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
© droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont réservés

IPv6 réseau pris en charge
 français
français













