conception d'un moule à injection pour tête de nettoyeur
la fonction de la tête de nettoyage est similaire à une vadrouille, et c'est un outil de nettoyage avancé entraîné par l'électricité. la dimension externe maximale du produit est de 335.00 mm x 250.50 mm x 133.67 mm, l'épaisseur moyenne de la pièce en plastique est de 2.56 mm, le matériau est de l'ABS, le taux de retrait est de 1.006, etit’s 334.04 grammes. les exigences techniques pour les pièces en plastique sont qu'il ne doit y avoir aucun défaut, tel que flash, coup court, lignes d'écoulement, marque de gaz, déformation par gauchissement[ 3] rayures argentées, irrégularités etc.
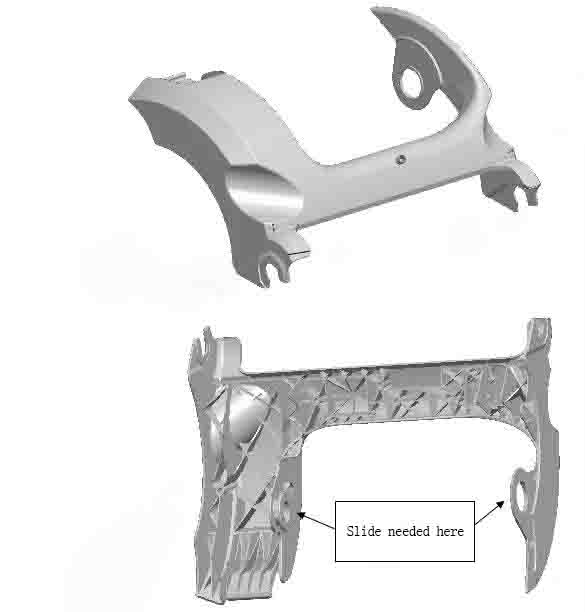
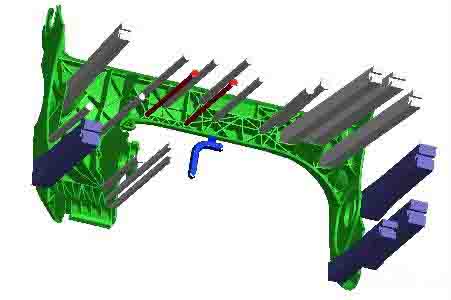
on peut voir sur la photo ci-dessus, la structure de la pièce en plastique a la forme d'une coque irrégulière complexe. il y a un endroit sur les côtés intérieur et extérieur qui doit être conçu pour l'extraction du noyau du curseur. il y a beaucoup de profondeur travers de porc au dos de la pièce plastique, et les inserts doivent être conçus pour résoudre les problèmes de fabrication de moules et d'injection ventilation . le travers de porc l'intérieur de la pièce en plastique est conçu avec contre-dépouilles dans de nombreux endroits, et il est nécessaire de concevoir un élévateur pour démouler. voir le dessin 3D du moule de la tête de nettoyage. la taille des pièces en plastique est grande, le moule est un grand moule, et Besoins Machine de moulage par injection de 400 tonnes. t son moule est 1 cavité , et la base du moule est CI6080, A180 B270 C190 ; les spécifications de la base de moule dépassent celles de la base de moule standard. en conséquence, la taille de cavité du moule et noyau est plus grand , la taille de la cavité est de 470*360, et le poids atteint plus de 150kg. aux quatre coins du cavité et noyau sont conçus avec verrouillage , et les trous de processus de levage M20 sont percés et taraudés pour faciliter la manipulation des pièces de moule. selon la théorie de l'ergonomie, généralement les pièces de plus de 20 kg doivent être soulevées par une grue. la méthode du châssis inférieur de la cavité et le noyau est le positionnement de l'angle de référence, et les deux côtés éloignés de l'angle de référence sont tous conçus avec des blocs de compression à fixer. c'est la forme de base du cadre de noyau de grand moule.
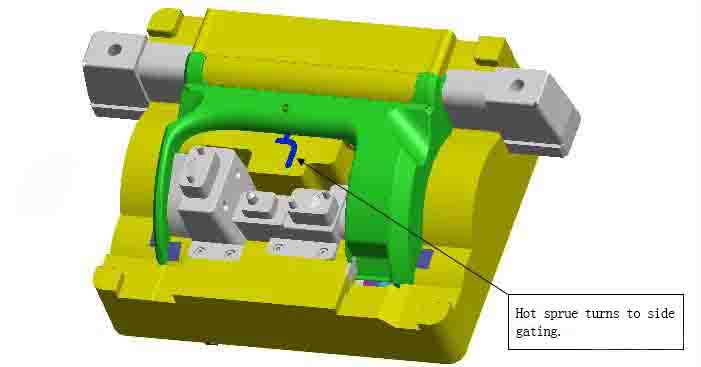
la surface supérieure des pièces en plastique est toute la surface d'apparence, et la porte ne peut pas être conçue. la taille des pièces est grande, la travers de porc est compliqué, et le processus de Plastique la fusion est longue. donc, il est très important de concevoir raisonnablement le système d'obturation. la position de l'obturateur est conçue dans la partie supérieure du centre de la pièce en plastique. en raison de la surface de séparation abrupte et de la noyau de curseur tirant au milieu, la porte ne peut être qu'une porte ponctuelle ou une seule buse chaude. après le fonte de la résine atteint la surface de séparation, il est transféré au sub porte à éjecter.
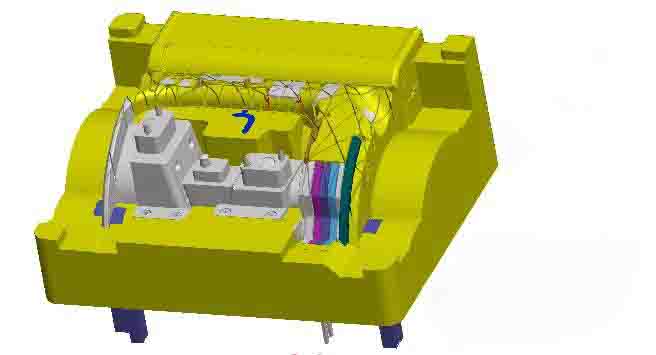
les 4 curseurs du cœur sont tous entraînés par guide incliné épingler s, et les plaques d'usure sont conçues sur la pente et le bas du coulisseau pour faciliter le réglage et le remplacement du moule raccord . en raison de l'espace limité des deux curseurs au milieu, un coin est utilisé pour entraîner les deux curseurs. lors de la conception d'un moule avec deux curseurs entraînés par un coin, faire attention à rendre la pente du curseur et la distance de traction du noyau des deux côtés aussi égales que possible.
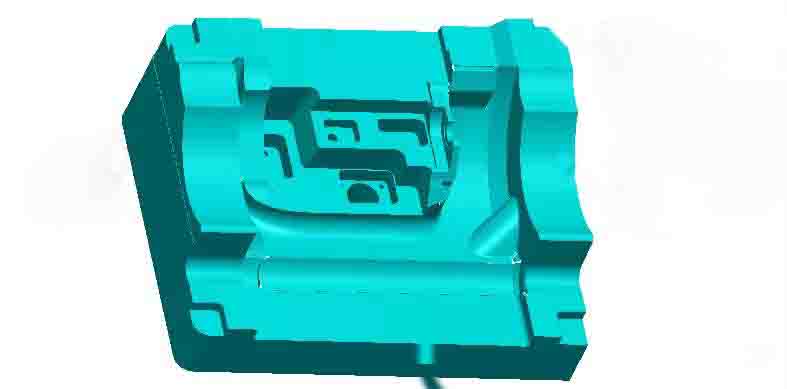
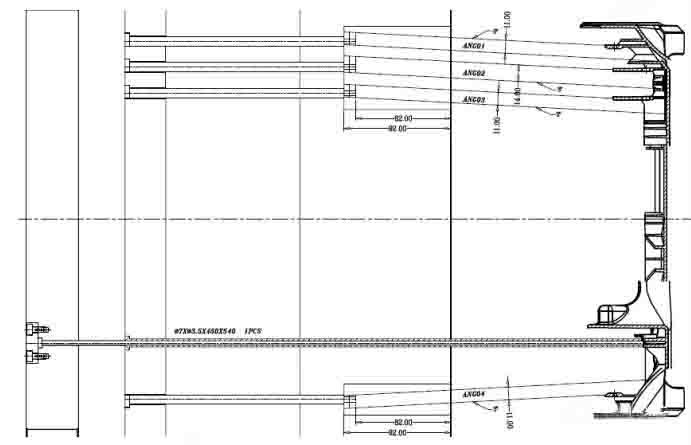
la cœur a plusieurs travers de porc , et le ventilation du moule est très important . plusieurs inserts sont conçus pour être épissés ensemble pour faciliter ventilation . en même temps, il est avantageux d'électrifier ode et polissage. s'il vous plaît veuillez voir l'image ci-dessous . le re est grand différence de hauteur entre les pièces en plastique , de sorte que la plaque de moule mobile est épaisse , et la profondeur de la cœur le cadre est grand. à ce moment, il faut faire attention à la manière de fixer les inserts. il existe de nombreuses façons. les grands inserts doivent être fixés par le bas avec des vis. les petits inserts, mais ceux avec des anneaux en caoutchouc en bas doivent être fixés avec des vis. en particulier les petits inserts ne doivent pas être fixés avec des vis autant que possible. car la longueur des petites vis est limitée, les trous sont très profonds sur les plus grosses mouler plaque, et l'installation de petites vis est limitée par la vision, il n'est donc pas facile de voir clairement, et il est particulièrement sujet aux vis manquantes.
il y en a plus nervure s dans le cœur de la pièce en plastique, et la force de serrage sur le moule mobile est grande. à côté de la nervure , multiples broche d'éjecteur s sont conçus pour être éjectés. en raison de la grande épaisseur de la plaque B, le poussoir de moule est très long, et le poussoir ne peut pas être élargi en raison de la faible distance entre le nervure s et la limitation de l'espace. donc, afin d'éviter le manque de rigidité causé par la longue levage , la méthode de conception des deux- élévateur est adopté.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
© droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont réservés

IPv6 réseau pris en charge
 français
français













