conception d'un moule d'injection pour la coque faciale d'un robot de balayage intelligent
de l'image ci-dessous, c'est le produit de la coque de surface du robot de balayage intelligent. la taille maximale de ce produit est de 384.90 mm x ø316.00mm x 130.80 mm, l'épaisseur moyenne est de 2.00 mm, le matériau est du PP, le taux de retrait est de 1.018, et il est de 512.64 gramme. les exigences techniques pour les pièces en plastique sont qu'il ne doit y avoir aucun défaut, tel que flash, tir court, lignes d'écoulement, marque de gaz, déformation par gauchissement, stries argentées, irrégularités, etc. .
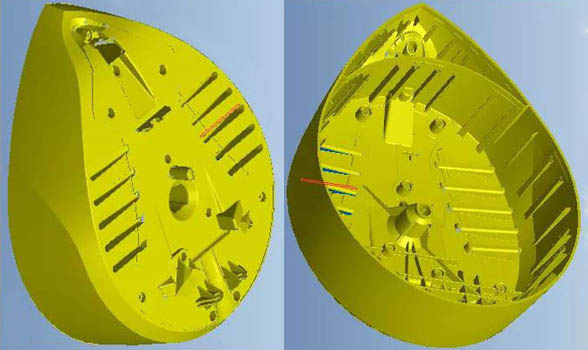
nous pouvons savoir à partir de cette image que la structure de la pièce en plastique est une coque fermée, et l'apparence ressemble à une pêche. la surface supérieure a des nervures, des piliers, une forme convexe et une rainure. la nervure circulaire à l'arrière de la pièce forme un mur profond, et il y a plusieurs nervures profondes et solides. il y a aussi de multiples nervures au centre du dessus intérieur. donc, la difficulté de conception du moule réside dans l'éjection de la pièce en plastique.
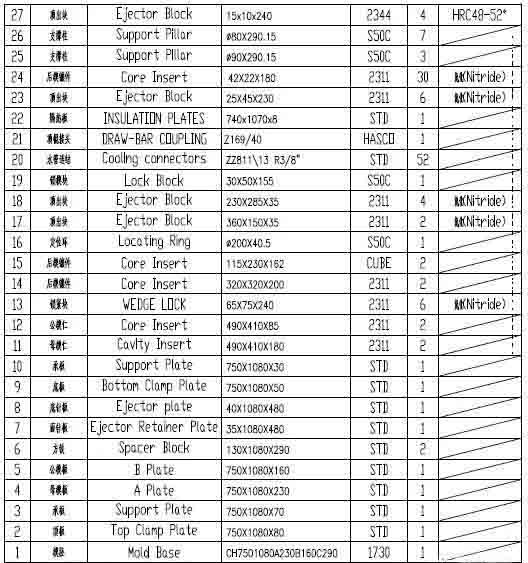
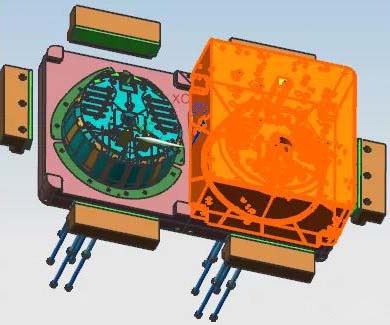
veuillez vérifier le dessin de conception du moule comme ci-dessous . car cette pièce est de grande taille , et avec 2 cavités , le moule doit donc être de grande taille. le système d'alimentation de ce moule utilise un système de canaux chauds, et aussi comme il s'agit d'un grand moule, utilisant une base de moule non standard d'une taille de 75108, le noyau et la cavité sont conçus séparément, ce qui est pratique pour que deux machines différentes fonctionnent en même temps.
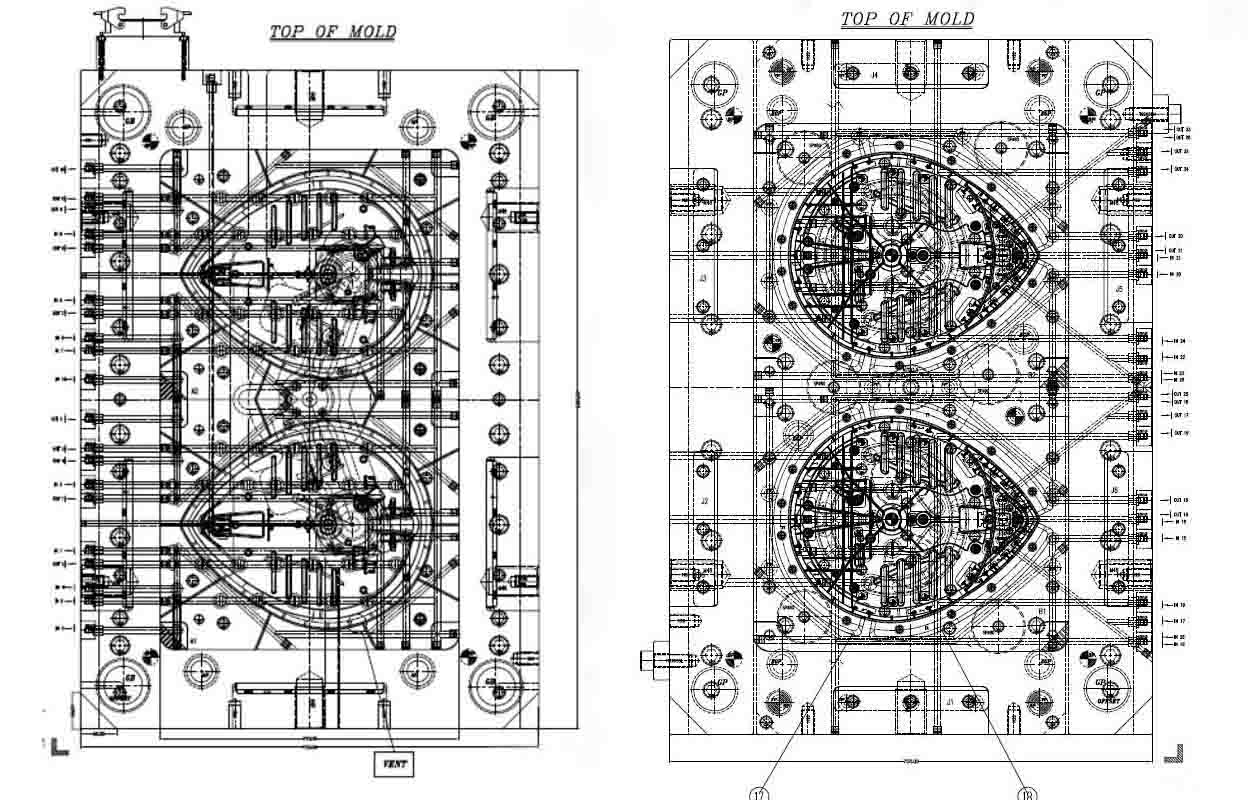
la cavité et le noyau sont positionnés aux quatre coins du noyau du moule pour faciliter un serrage précis du moule. en raison de la cavité et du noyau sont grands , la cavité et le cadre de précision sont profonds , le cadre inférieur et le cadre du noyau de moule sont difficiles à faire correspondre. donc, l'inclinaison de 3゜ est conçu sur les deux côtés du noyau du moule à l'écart de l'angle de référence pour coopérer avec les cadres de précision de la cavité et du noyau. annuler la pente à la position correspondante du noyau de moule et du cadre de précision. le but de ceci est de faciliter que l'usinage du noyau de moule utilise le bord vertical comme référence d'usinage, tel qu'utilisé pour le noyau de moule pendant edm. six blocs de verrouillage 13 sont conçus sur le bord de la plaque B de la base du moule, et les rainures de fraisage sont fixées sur la plaque B avec des vis. le bloc de verrouillage 13 est apparié avec la plaque d'usure en 8゜ surface inclinée sur la surface inclinée de la plaque A.
il s'agit d'une pièce en plastique à cylindre profond de grande taille, et le noyau a une nervure profonde, qui rend difficile l'éjection de la pièce. en particulier la nervure de paroi profonde semi-circulaire a une plus grande force de serrage sur le noyau . le matériau est du PP. ce matériau a une faible rigidité. lorsque la force d'emballage est importante, il est facile de provoquer une marque de contrainte ou un décalage, et cela peut également provoquer une grande déformation de la pièce. en résumé, si la broche d'éjection est directement conçue pour éjecter par éjecteur, la pièce ne peut pas être éjectée efficacement.
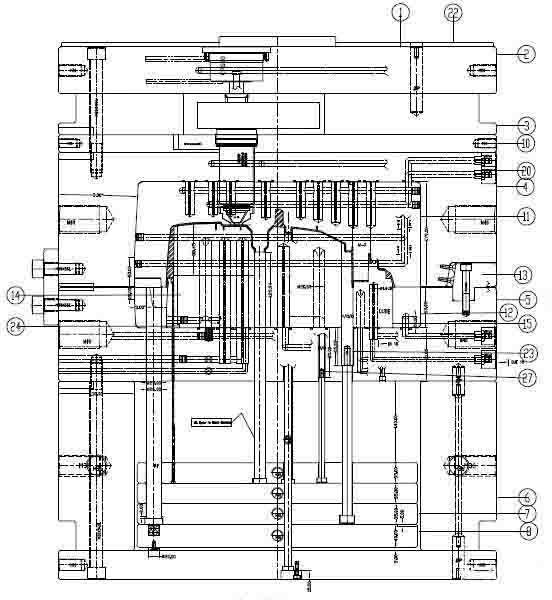
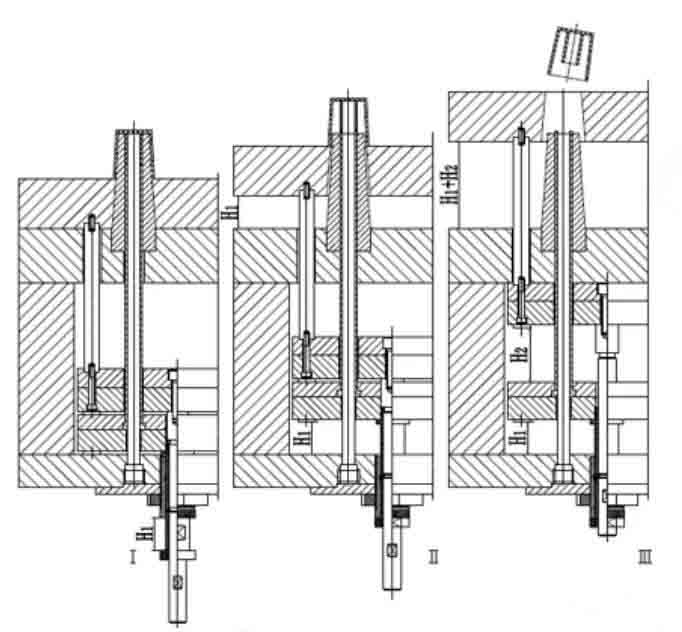
normalement, pour éjecter les pièces du moule, qu'il s'agisse d'une éjection simple ou multiple, l'action d'éjection est terminée en une seule fois. cependant, en raison de la forme spéciale de la pièce ou du exigences de l'automatisation de la production, si la pièce est difficile à retirer du moule ou si le mauvais démoulage est causé par une seule action d'éjection, il est nécessaire d'ajouter une autre action d'éjection pour réussir l'éjection de la pièce. pour les pièces avec des parois minces et des cavités profondes ou des formes complexes, parfois afin d'éviter une force excessive sur les pièces une fois éjectées, une deuxième éjection est également utilisée pour disperser la force d'éjection et assurer la qualité des pièces. selon l'analyse ci-dessus, cette pièce doit être éjectée deux fois. l'éjection secondaire est généralement qu'une partie ou la totalité des composants de démoulage sont d'abord libérés de la pièce ensemble,, puis certains des composants éjectés sont arrêtés tandis que l'autre une partie des composants continue d'être éjectée de la pièce.
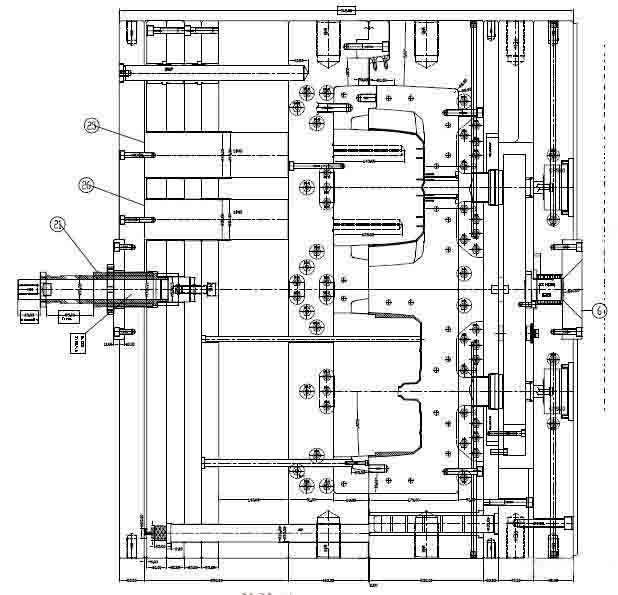
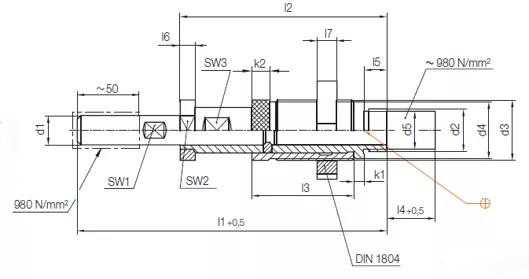
il existe de nombreux mécanismes d'éjection secondaire. celui couramment utilisé en europe est le composant d'éjection secondaire standard HASCO Z169. veuillez vérifier ses spécifications comme illustré ci-dessous. le client de ce moule vient d'italie, et Z169/40 est sélectionné pour l'éjection secondaire. la plaque d'éjecteur est divisée en deux parties , la face supérieure est conçue avec un tampon d'éjecteur et une goupille d'éjecteur , le bas de la plaque d'éjecteur est conçu avec des goupilles droites et des goupilles d'éjecteur . premièrement , les deux couches de les plaques d'éjecteur agissent en même temps pour démouler les pièces difficiles à démouler,, puis la broche d'éjecteur centrale éjecte les plaques d'éjecteur supérieures pour réaliser le démoulage des pièces en plastique. le dispositif d'éjecteur secondaire de HASCO adopte une action mécanique pour eject, dont le fonctionnement est fiable et la longue durée de vie du moule. quelle que soit la taille du moule, un dispositif d'éjection secondaire est conçu et conçu au centre du moule.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Pour toute demande de renseignements sur nos produits ou notre liste de prix, veuillez nous en informer et nous vous contacterons dans les 24 heures.
© droits dauteur: 2026 Lyter Engineering Ltd. Tous les droits sont réservés

IPv6 réseau pris en charge
 français
français













